无锡导轨冷弯成型机生产厂家 和谐共赢 无锡市富祥机械设备供应
- ¥0.000
- 更新 2024-10-24
- 地区 江苏无锡市宜兴市宜兴市丁蜀镇张泽村
- 联系 周先生 13606156597
- 无锡市富祥机械设备有限公司进入店铺 >>
信息介绍 / Information introduction
选择合适的冷弯成型机:根据加工材料的厚度、宽度、长度和形状等因素,选择适合的冷弯成型机。2.调整机器参数:根据加工材料的特性和要求,调整机器的参数,如轧辊间距、轧辊角度、轧辊速度等。3.保持机器清洁:定期清洁机器,避免杂质和灰尘进入机器内部,影响加工质量。4.保持机器润滑:定期加油、换油,保持机器润滑,减少机器磨损和故障。5.注意安全:操作时要注意安全,避免手部或身体接触到机器运动部件,穿戴好防护用品。6.加工前检查:在加工前,检查加工材料的尺寸、质量和形状等,确保加工质量。7.加工过程中注意观察:加工过程中要时刻观察加工质量,及时调整机器参数,保证加工质量。8.加工后清理:加工完成后,及时清理机器和加工材料,避免杂质和灰尘对机器和加工材料的影响。无锡市富祥机械设备有限公司是一家专业提供冷弯成型机 的公司,期待您的光临!无锡导轨冷弯成型机生产厂家

冷弯成型机的型号和规格:不同型号和规格的冷弯成型机加工速度不同。3.加工工艺:不同的加工工艺对加工速度有影响,例如,采用多次弯曲的工艺比一次弯曲的工艺加工速度慢。4.操作人员的技能水平:操作人员的技能水平对加工速度有影响,技能水平高的操作人员能够更快地完成加工任务。5.加工环境:加工环境对加工速度也有影响,例如,温度过低或过高会影响加工速度。综上所述,冷弯成型机加工速度受多种因素影响,需要根据具体情况进行评估和调整。无锡智能冷弯成型机报价冷弯成型机 ,就选无锡市富祥机械设备有限公司,用户的信赖之选,有想法可以来我司咨询!

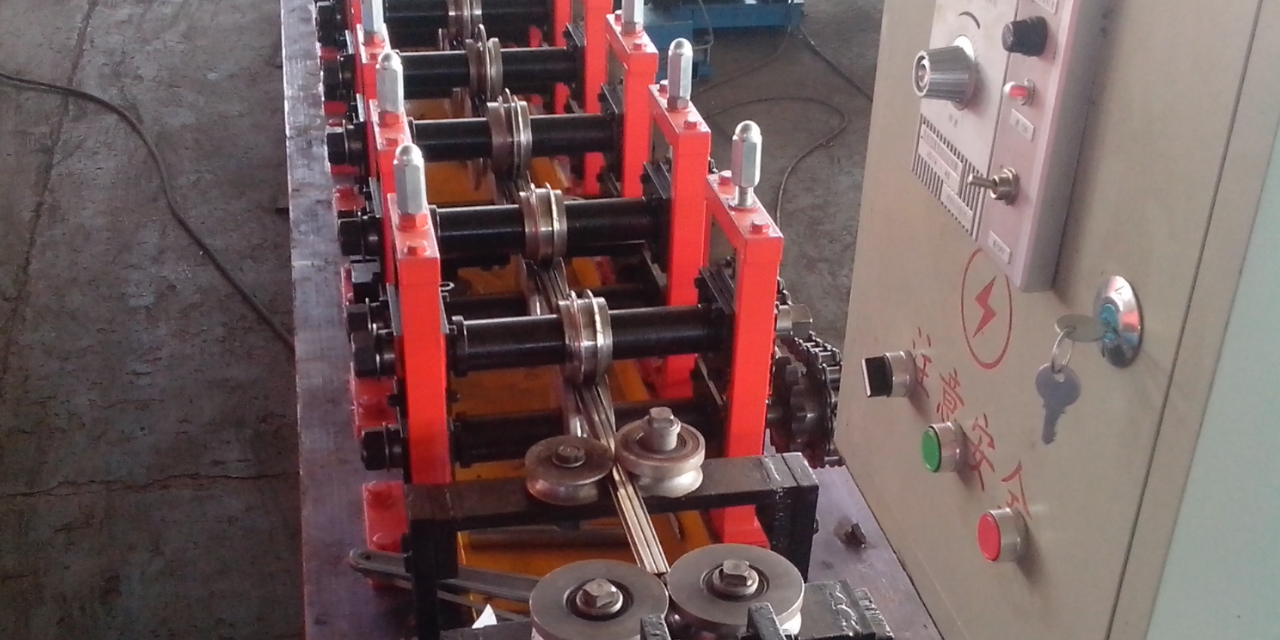
带材等金属板带不断地进行横向弯曲,以制成特定断面型材的塑性加工工艺的机械。冷弯成型机钢珠滑轨机轧辊设计制造特点:1、各道次平均受力原则,全线滚轮平均受力,磨损均衡,延长轧辊使用寿命。2、轧辊采用C12MoV 材料是利用其耐磨性能,但具体的强度与硬度是矛盾的,热处理时要利用C12MoV的红硬性,淬火后,两次甚至三次回火才能达到硬度。3、轨道圆弧部位是滑轨部位,前几道压成型后的圆弧位,在后道次轧折立边时,应对已成型的圆弧,通过上下轧辊或横轮,进行有效管束保护,不然,材料在拉伸过程中圆弧位一定会变化,R变小成为三角形,钢珠不到底,两点接触产生噪音,R变大时,配合轨产生晃动,滑轨使用时轨迹模糊,受力不均,滑轨变形,缩短寿命。4、滚压稳定性问题,生产中经常碰到材料在滚道中左右偏摆的问题,实际上是单组滚轮受不对称,左边受力大,材料往右边偏摆;右边受力大,材料往左边偏摆.
冷弯型钢产品作为重要的结构件在建筑、汽车制造、船舶制造、电子工业及机械制造业等许多领域得到了普遍的应用。其产品从普通的导轨、门窗等结构件到一些为特殊用途而制造的型材。冷弯型钢单位重量的断面性能优于热轧型钢产品,并且具有很高的表面光洁度和尺寸精度,因此冷弯型钢代替热轧型钢可以取得既节约钢材又节省能源的双重效果,所以人们对冷弯型钢的发展给予了高度重视。正是用户对冷弯型钢产品的品种、规格、质量等方面的不断渴求,促使冷弯成型工艺技术的迅猛发展无锡市富祥机械设备有限公司为您提供冷弯成型机 ,有想法可以来我司咨询!
加工工艺:不同的加工工艺对加工速度有影响,例如,采用多次弯曲的工艺比一次弯曲的工艺加工速度慢。4.操作人员的技能水平:操作人员的技能水平对加工速度有影响,技能水平高的操作人员能够更快地完成加工任务。5.加工环境:加工环境对加工速度也有影响,例如,温度过低或过高会影响加工速度。综上所述,冷弯成型机加工速度受多种因素影响,需要根据具体情况进行评估和调整。加工工艺:不同的加工工艺对加工速度有影响,例如,采用多次弯曲的工艺比一次弯曲的工艺加工速度慢。4.操作人员的技能水平:操作人员的技能水平对加工速度有影响,技能水平高的操作人员能够更快地完成加工任务。5.加工环境:加工环境对加工速度也有影响,例如,温度过低或过高会影响加工速度。综上所述,冷弯成型机加工速度受多种因素影响,需要根据具体情况进行评估和调整。无锡市富祥机械设备有限公司为您提供冷弯成型机 。无锡货架冷弯成型机报价
无锡市富祥机械设备有限公司为您提供冷弯成型机 ,有想法的可以来电咨询!无锡导轨冷弯成型机生产厂家
把卷材、带材等金属板带不断地进行横向弯曲,以制成特定断面型材的塑性加工工艺的机械。冷弯成型机钢珠滑轨机轧辊设计制造特点:1、各道次平均受力原则,全线滚轮平均受力,磨损均衡,延长轧辊使用寿命。2、轧辊采用C12MoV 材料是利用其耐磨性能,但具体的强度与硬度是矛盾的,热处理时要利用C12MoV的红硬性,淬火后,两次甚至三次回火才能达到硬度。3、轨道圆弧部位是滑轨部位,前几道压成型后的圆弧位,在后道次轧折立边时,应对已成型的圆弧,通过上下轧辊或横轮,进行有效管束保护,不然,材料在拉伸过程中圆弧位一定会变化,R变小成为三角形,钢珠不到底,两点接触产生噪音,R变大时,配合轨产生晃动,滑轨使用时轨迹模糊,受力不均,滑轨变形,缩短寿命。4、滚压稳定性问题,生产中经常碰到材料在滚道中左右偏摆的问题,实际上是单组滚轮受不对称,左边受力大,材料往右边偏摆;右边受力大,材料往左边偏摆.无锡导轨冷弯成型机生产厂家
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。