南京专业卧式加工中心 欢迎来电 全弗智能装备供应
- ¥0.000
- 更新 2025-01-11
- 地区 江苏南京市溧水县永阳街道水保东路1号
- 联系 章城城 17366351284
- 全弗智能装备(南京)有限公司进入店铺 >>
信息介绍 / Information introduction
自动换刀系统是卧式加工中心的重要功能部件,用于实现刀具的自动更换。自动换刀系统通常由刀库、换刀机械手、换刀驱动器等部件组成。当需要更换刀具时,换刀机械手会自动从刀库中取出所需的刀具,并将其安装在主轴上,从而实现快速、准确的换刀操作。数控系统是卧式加工中心的控制主要,负责对机床的各个部件进行精确控制。数控系统通常采用计算机数控(CNC)技术,可以实现多轴联动控制、高速切削、复杂曲面加工等功能。数控系统的性能和稳定性直接影响到加工中心的加工精度和效率。冷却系统是卧式加工中心的重要组成部分,用于对切削过程中产生的热量进行冷却和排放。冷却系统通常包括冷却液箱、冷却泵、冷却管路等部件。冷却液可以有效地降低切削温度,延长刀具寿命,提高加工质量。卧式加工中心在加工过程中,可以实现自动换刀、自动测量、自动补偿等功能,提高了加工效率和加工精度。南京专业卧式加工中心
多工位卧式加工中心的较大优点就是高效率。传统的立式加工中心在加工过程中,需要多次更换刀具和工件,每次更换都需要耗费大量的时间,导致整个加工过程效率低下。而多工位卧式加工中心采用了多工位设计,可以同时进行多个工序的加工,提高了加工效率。此外,多工位卧式加工中心还采用了高速主轴、高速进给系统等先进技术,使得加工速度得到了极大的提升。多工位卧式加工中心具有高精度的特点。在加工过程中,多工位卧式加工中心采用了高精度的滚珠丝杠、直线导轨等传动元件,确保了机床的传动精度。同时,多工位卧式加工中心还采用了高精度的主轴、刀库等关键部件,保证了加工过程中的精度要求。此外,多工位卧式加工中心还具有自动测量、自动补偿等功能,可以在加工过程中实时监测和调整加工精度,确保零件的加工质量。南京高效率卧式加工中心卧式加工中心是一种以卧式布局为基础的数控机床,主要用于加工箱体类、盘类、板类等复杂零件。
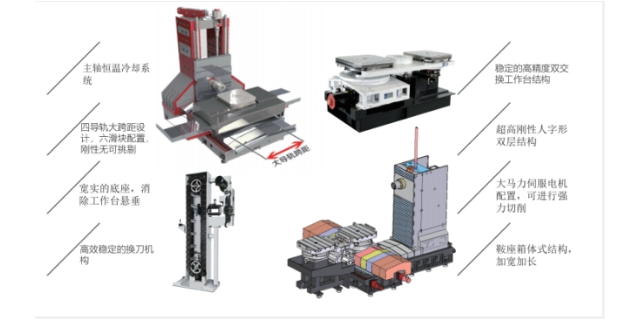
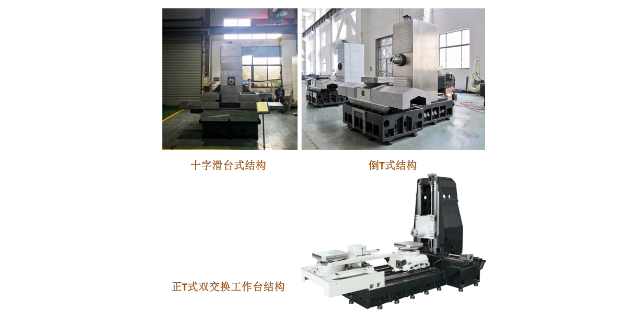
卧式加工中心和立式加工中心结构上的区别——卧式加工中心:卧式加工中心的主要特点是主轴轴线与工作台垂直布局,即主轴水平放置。这种结构的优点是主轴箱、立柱、主轴等部件的受力比较均匀,热变形较小,有利于提高加工精度。同时,卧式加工中心的立柱高度较低,便于操作和观察。但是,卧式加工中心的占地面积较大,对厂房的空间要求较高。立式加工中心:立式加工中心的主要特点是主轴轴线与工作台垂直布局,即主轴垂直放置。这种结构的优点是占地面积较小,对厂房的空间要求较低。同时,立式加工中心的立柱高度较高,便于安装大型工件和附件。但是,立式加工中心的主轴箱、立柱、主轴等部件的受力不均匀,热变形较大,对加工精度的影响较大。
高精度卧式加工中心的较大优点就是其高精度。高精度卧式加工中心采用了先进的数控技术和精密的机床结构设计,使得加工过程中的误差降到了较低。这种高精度不仅体现在加工精度上,还体现在加工稳定性和重复定位精度上。高精度卧式加工中心的加工精度可以达到±0.001mm,甚至更高,满足了现代制造业对于高精度加工的需求。高精度卧式加工中心的另一个明显优点是高效率。高精度卧式加工中心采用了高速切削技术,可以在短时间内完成大量的加工任务。同时,高精度卧式加工中心还具有自动换刀功能,可以实现快速换刀,减少了换刀时间,提高了加工效率。此外,高精度卧式加工中心还具有自动测量、自动补偿等功能,可以实时监控加工过程,确保加工质量,进一步提高了加工效率。卧式加工中心可以用于制造各种精密医疗器械,如手术器械、植入物等,保证医疗器械的安全性和可靠性。
小型卧式加工中心采用了卧式结构设计,使得整个机床的结构更加紧凑,占地面积较小。这对于厂房空间有限的企业来说,具有很大的吸引力。同时,紧凑的结构也使得机床的安装、调试和维护更加方便,降低了企业的运营成本。小型卧式加工中心采用了高精度的主轴和导轨系统,确保了机床在加工过程中的精度。此外,机床还配备了高精度的测量系统,可以实时监测加工过程中的各项参数,确保加工质量的稳定性。这些高精度的部件和系统使得小型卧式加工中心在加工复杂零件时,能够保证较高的加工精度和质量。高效卧式加工中心采用了高速切削技术,提高了加工效率。南京专业卧式加工中心
卧式加工中心在加工过程中,可以实现精确的切削参数控制,减少切削力和切削热。南京专业卧式加工中心
在卧式加工中心的切削过程中,切削参数的选择对加工质量和效率具有重要影响。切削参数主要包括切削速度、进给速度、切削深度和切削宽度等。切削速度:切削速度是指刀具旋转的速度,单位为米/分钟(m/min)。切削速度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,切削速度越高,切削力越小,但切削速度过高容易导致刀具磨损过快和工件变形。进给速度:进给速度是指刀具或工件在切削过程中的移动速度,单位为毫米/分钟(mm/min)。进给速度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,进给速度越高,切削效率越高,但进给速度过高容易导致刀具磨损过快和工件变形。切削深度:切削深度是指刀具在一次切削过程中切入工件的深度,单位为毫米(mm)。切削深度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,切削深度越大,切削效率越高,但切削深度过大容易导致刀具磨损过快和工件变形。南京专业卧式加工中心
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。