深圳稳定汽车燃油箱柔性生产线解决方案 深圳市远望工业自动化设备供应
- ¥0.000
- 更新 2026-04-30
- 地区 广东省深圳市宝安区深圳市宝安区福海街道展城社区展景路83号会展湾中港广场6栋B座401-406
- 联系 李源 13699867944
- 深圳市远望工业自动化设备有限公司进入店铺 >>
信息介绍 / Information introduction
ST3 阶段的焊接机器人搭配六轴机器人智能分中系统,为汽车油箱柔性生产线的焊接加工带来了极高的灵活性和精度。六轴机器人智能分中系统能够通过精确的测量和计算,确定油箱的中心位置和基准坐标,为焊接机器人提供准确的定位参考。焊接机器人则根据智能分中系统提供的信息,结合预设的焊接程序,自动调节焊接路径和参数。当油箱的位置或形状存在微小偏差时,系统能够快速感知并进行动态补偿,确保焊接位置的准确性。这种自适应调节能力使得生产线能够适应不同型号油箱的焊接需求,同时保证了焊接质量的稳定性和一致性。ST4 机器人共用热摸与智能快换实现版本秒级切换。深圳稳定汽车燃油箱柔性生产线解决方案
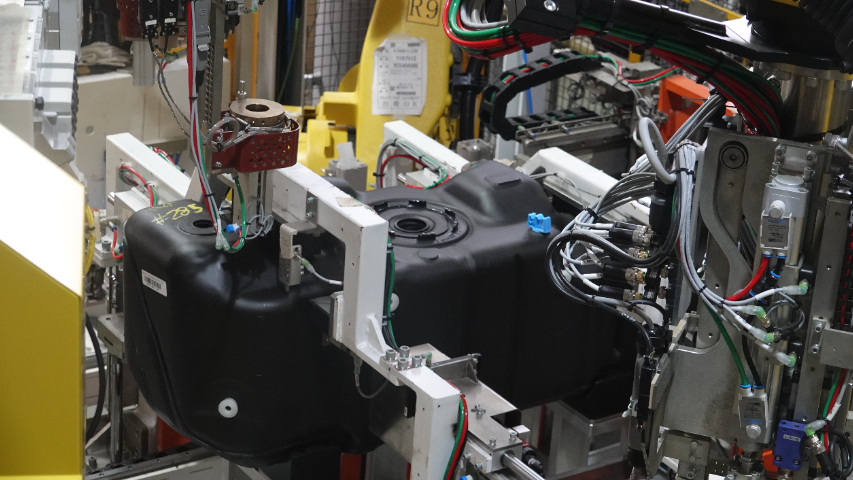
ST2 阶段的精密焊接工艺在汽车油箱柔性生产线中对油箱的质量起着决定性作用。焊接机器人采用了先进的焊接技术和参数控制方法,能够实现油箱各部件之间的精密连接。在焊接过程中,机器人能够精确控制焊接电流、电压、焊接速度等参数,确保焊缝的强度、密封性和外观质量都达到高标准要求。精密焊接不仅保证了油箱的结构稳定性,防止了燃油泄漏等安全隐患,还提高了油箱的使用寿命。通过严格的焊接工艺控制,ST2 阶段为油箱的整体质量提供了可靠的保障,满足了新能源汽车对燃油箱的高性能要求。深圳自动化汽车燃油箱柔性生产线欢迎选购安全防护系统自检功能确保防护措施持续有效。
设备三重安全防护措施的层级防护设计,为汽车油箱柔性生产线构建了安全屏障。安全光栅作为首先的一道防线,安装在各工位的危险区域边界,形成无形的红外防护网,一旦有人或物体闯入,立即触发设备停机;安全门作为第二道防线,采用机械联锁装置,只有在安全门关闭且锁定的情况下,设备才能启动运行,开门时设备立即停止,防止人员在设备运行时进入危险区域;警示灯作为第三道防线,通过红、黄、绿三种颜色分别指示设备的故障、预警和正常运行状态,时刻提醒操作人员注意设备状态,及时处理异常情况。这种层级防护设计,层层递进,相互补充,确保了在不同情况下都能有效保障人员和设备的安全。
ST4 阶段的智能检测系统与高精度 3D 视觉系统的深度融合,构建了汽车油箱柔性生产线的高效质量检测体系。3D 视觉系统为智能检测提供了准确的三维定位和特征识别数据,智能检测系统则基于这些数据进行多维度的质量评估。在检测过程中,3D 视觉系统快速扫描油箱的外观、尺寸、焊接缝等特征,生成详细的三维模型和数据;智能检测系统通过算法对这些数据进行分析,检测是否存在尺寸超差、焊接缺陷、表面损伤等问题。两者的融合不仅提高了检测的准确性和全面性,还缩短了检测时间,使检测过程能够与高速生产节拍相匹配。同时,检测数据会实时反馈至控制系统,为生产过程的持续优化提供依据。ST2 无屑切孔降低后续工序质量风险与清洁成本。

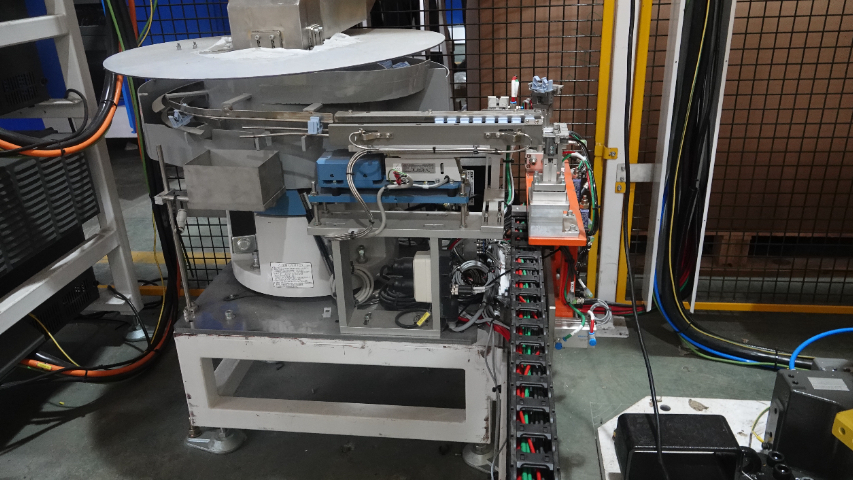
ST2 阶段的同步移栽技术是汽车油箱柔性生产线提高生产效率的关键因素之一。该技术能够在极短的时间内,将 ST1 阶段加工完成的油箱快速、平稳地传送至 ST2 阶段的待加工点位,整个过程只需 3 秒。同步移栽技术采用了高精度的机械传动和控制系统,确保了油箱在传送过程中的位置准确性和稳定性,避免了因传送不当而导致的加工误差。快速的传送速度缩短了工序之间的转换时间,提高了生产线的整体生产节拍,使生产线能够在单位时间内加工更多的产品,提升了生产效率。ST4 人工标记异常与检测系统联动提升判异准确性。深圳新能源汽车燃油箱柔性生产线工艺
共用热摸方式减少设备投资与换型管理复杂度。深圳稳定汽车燃油箱柔性生产线解决方案
ST4 阶段的共用热摸方式在降低设备成本的同时,也简化了生产管理流程。传统生产线为不同型号的油箱配备不同的热摸设备,不仅增加了设备投资和占地面积,还需要复杂的设备管理和维护流程。共用热摸方式通过巧妙的机械设计和参数调节,使同一套热摸设备能够适应不同型号油箱的加工需求,减少了热摸设备的数量。这不仅降低了设备采购和维护成本,还减少了设备更换和存储的管理工作量。同时,共用热摸方式使得换型过程中无需进行热摸设备的更换,只需要通过参数调整即可完成,很大程度上缩短了换型时间,提高了生产管理的效率和生产线的柔性。深圳稳定汽车燃油箱柔性生产线解决方案
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。