山东焊接机器人厂家 胜欧数控
- ¥0.000
- 更新 2020-06-04
- 地区 山东省淄博市桓台县山东省淄博市桓台县果里镇东边村
- 联系 姜华 13276436092
- 淄博胜欧数控科技有限公司进入店铺 >>
信息介绍 / Information introduction
埋弧焊焊接是以颗粒状焊剂为保护介质,电弧掩藏在焊剂层下的一种熔化极电焊接方法。埋弧焊的施焊过程由三个环节组成:1在焊件待焊接缝处均匀堆敷足够的颗粒状焊剂;2导电嘴和焊件分别接通焊接电源两级以产生焊接电弧;3自动送进焊丝并移动电弧实施焊接。埋弧焊的主要特点如下:1、电弧性能独特(1)焊缝质量高熔渣隔绝空气保护效果好,电弧区主要成分为CO2,焊缝金属中含氮量、含氧量**降低,焊接参数自动调节,电弧行走机械化,熔池存在时间长,冶金反应充分,抗风能力强,所以焊缝成分稳定,力学性能好;(2)劳动条件好熔渣隔离弧光有利于焊接操作;机械化行走,劳动强度较低。2、弧柱电场强度较高比之熔化极气体保护焊有如下特点:(1)设备调节性能好,由于电场强度较高,自动调节系统的灵敏度较高,山东焊接机器人厂家,山东焊接机器人厂家,使焊接过程的稳定性提高;(2)焊接电流下限较高,山东焊接机器人厂家。3、生产效率高由于焊丝导电长度缩短,电流和电流密度明显提高,使电弧的熔透能力和焊丝的熔敷速率**提高;又由于焊剂和熔渣的隔热作用,总的热效率**增加,使焊接速度极大提高。

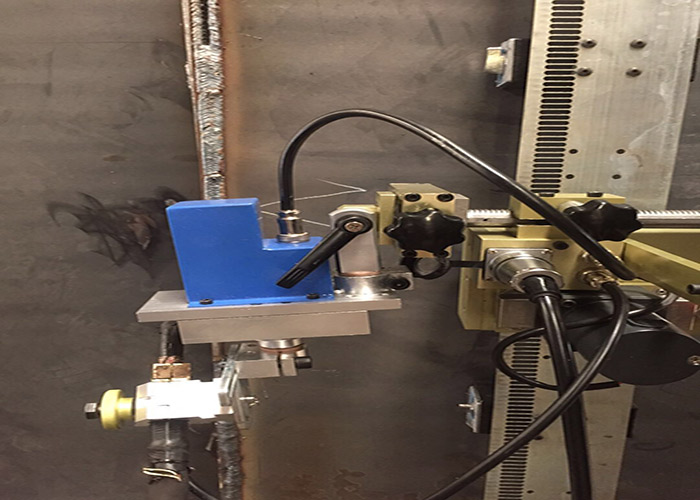
水泥机械制造企业的铆焊结构件生产车间普遍存在烟雾、粉尘大、噪声污染严重等现象。手工焊接的焊工需要长期一个姿势进行作业,易造成焊接质量不稳定,效率较低,且容易形成职业病。采用全位置自动焊接小车代替人工焊接,可以改善工人劳动条件,降低劳动强度,有效防止焊工职业病的发生。普通工人经过简单培训即可上岗,并且可以一人多机操作,提高生产率,从而降低了人工成本,也降低了焊接对于高级焊工的依赖,经济效益和社会效益明显。

国外自动焊接小车情况:进口的自动焊接小车针对性较强,小车轻便、操作灵活,但无法实现全位置焊接。国外自动焊接小车主要按照焊接位置来进行分类,分为两种,即**立角焊小车和轨道式立焊小车。**立角焊小车,焊qiang夹头自动感应装置,可通过焊qiang起弧、收弧控制小车行走;摆动器传动无间隙,可保证焊qiang摆动的精确性;小车有磁性吸附离合手柄,安装调试方便,高性能强磁性增加了垂直焊接的可靠性。轨道式立焊小车,采用软轨道导向,实现了曲面中的角焊、对接焊。由于软轨道的柔性,所以按照成形钢板商标名可以轻松安装骨雕,轨道采用了开关磁铁,便于拆卸安装。轨道式立焊小车配有高精度的减速齿轮,使得焊接小车行走稳定,因此大幅度提高了焊接质量,延长了设备的使用寿命。
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。