淄博激光切割机哪家好 淄博博力冲压设备供应
- ¥0.000
- 更新 2020-06-25
- 地区 山东淄川区山东省淄博市淄川区昆仑镇刘瓦村
- 联系 孙总 13280677737
- 淄博博力精密冲压设备有限公司进入店铺 >>
信息介绍 / Information introduction
不管用什么方法来夹激光切割机聚焦镜,只能沿非光学表面夹持,比如镜匾边的磨砂边缘。2.一般情况下,在使用前和清洁的前后都需要检查激光切割机聚焦镜的情况。因为大多数污染物和表面缺点的尺寸比较小,在检查镜片时我们经常需要用到放大设备。除了放大设备,有时我们还需要用一束比较亮的光来照射光学表面,增强表面污染物和缺点的镜面反射强度,这样可以更容易地发现污染物和缺点。3.当清洁一个激光切割机聚焦镜时,淄博激光切割机哪家好,经常使用干净的擦拭纸和光学级别的溶剂,以防止被其他污染物破坏。擦拭纸必须用合适的溶剂润湿,千万不能干燥使用。处于对柔软度的考虑,淄博激光切割机哪家好,可用的擦拭纸为纯棉的Webril擦拭纸或者棉球,镜头纸,和棉签等涂敷器。激光切割机的聚焦镜片本属于易耗品,淄博激光切割机哪家好,当清洁多次过后仍然达不到很高的洁净度时需注意更换,保证激光切割机的加工效率,以免耽误生产。以上就是激光小编跟大家分享的关于激光切割机镜片保养小技巧,更多内容尽在激光官方网站。
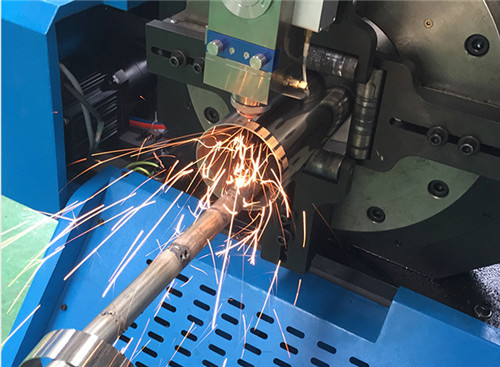
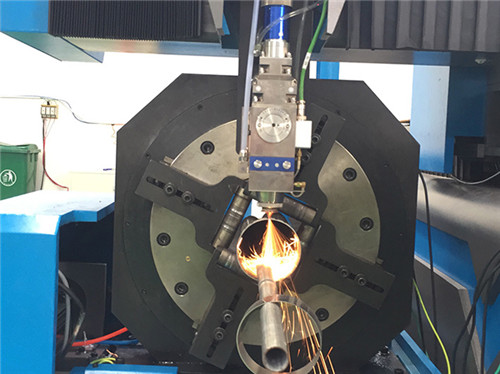
激光切割机在切割过程中,光束经切割头的透镜聚焦成一个很小的焦点,使焦点处达到高的功率密度,其中切割头固定在z轴上。这时,光束输入的热量远远超过被材料反射、传导或扩散的部分热量,材料很快被加热到熔化与汽化温度,与此同时,一股高速气流从同轴或非同轴侧将熔化及汽化了的材料吹出,形成材料切割的孔洞。下面晶石激光小编给大家讲解一下激光切割机的3种焦点关系: 1、这种方式我们也成为负焦距,因为切割点不是位于切割材料的表面也不是位于切割材料的里面,而是定位在切割材料的上方。这种方式主要使用与切割厚度高的材质。这种方式之所以将焦点定位在切割材质的上方,主要是因为厚板需要的切幅大,否则喷嘴输送的氧气极容易出现导致不足而致使切割温度下降。但这种方式的一个缺点是,切割面比较粗糙,不太实用于精密度高的切割。 2、切割焦点在工件里面 这种方式也成为正焦距。当你需要切割的工件为不锈钢或者铝材钢板时常用切割点在工件里面的模式。但这种方式的一个缺点是,由于焦点原理切割表面,切幅相对比切割点在工件表面大,同时这种模式下需要的切割气流要大,温度要足,切割穿孔时间稍长点。
德国汉诺威大学激光中心使用500WCO2激光器,透镜焦距〃,采用小孔喷嘴和拉伐尔喷嘴分别作了试验,见图4。试验结果如图5所示:分别表示NO2、NO4、NO5喷嘴在不同的氧气压力下,切口表面粗糙度Rz与切割速度Vc的函数关系。从图中可以看出NO2小孔喷嘴在Pn为400Kpa(或4bar)时切割速度只能达到(碳钢板厚为2mm)。NO4、NO5二种拉伐尔喷嘴在Pn为500Kpa到600Kpa时切割速度可达到。应指出的是切割压力Pc还是工件与喷嘴距离的函数。由于斜激波在气流的边界多次反射,使切割压力呈周期性的变化。高切割压力区紧邻喷嘴出口,工件表面至喷嘴出口的距离约为。第二高切割压力区约为喷嘴出口的3~。曲线上的其他高切割压力区由于距喷嘴出口太远,与聚焦光束难以匹配而无法采用。综上所述,CO2激光切割机技术正在我国工业生产中得到越来越多的应用,国外正研究开发更高切割速度和更厚钢板的切割技术与装置。为了满足工业生产对质量和生产效率越来越高的要求,必须重视解决各种关键技术及执行质量标准,以使这一新技术在我国获得更的应用。激光切割技术激光切割技术应用于金属和非金属材料的加工中,可**减少加工时间,降低加工成本,提高工件质量。激光切割技术有两种:一种是脉冲激光适用于金属材料。
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。